论水泥性能优化对粉磨技术的需求
论水泥性能优化对粉磨技术的需求
肖忠明
中国建筑材料科学研究总院有限公司
前言:
从优化水泥性能出发,GB175《通用硅酸盐水泥》修订版规定了P.I、P.II硅酸盐水泥的比表面积上限,规定了P.O、P.S、P.F、P.P、P.C水泥的45um筛余的下限。对此规定,有的业界同仁持反对意见,认为这是对我国水泥粉磨装备和技术进步的否认,脱离了“胶凝材料”的概念,是“放粗”行为。从优化水泥性能出发、利于水泥的使用,水泥应该如何制备,水泥性能应该让步于水泥粉磨装备和技术的进步还是水泥粉磨装备和技术的进步服务于水泥性能,笔者对相关文献进行了综述,以期有所收益。个人观点,请多指正。
1 水泥颗粒分布与水泥混凝土性能研究进展
1.1 水泥的比表面积与水泥水化率、强度关系的研究进展
水泥行业是一个资源、能源消耗大户,因此,提高水泥的有效利用率成为水泥行业节能减排的关键。
而提高水泥利用率的最直接方法就是将水泥细磨。通常水泥细度越细,水泥的水化速度越快,愈易水化完全,对水泥胶凝性质的有效利用就越高,水泥的强度,特别是早期强度也越高,而且还能改善水泥的泌水、和易性、粘结力等。粗颗粒水泥只能在颗粒表面水化,未水化部分只起填料作用[1]。
水泥比表面积与水泥有效利用率(一年龄期)的关系如下:
3000cm2/g时,只有44%可水化发挥作用;
7000 cm2/g时,有效利用率可达80%;
10000 cm2/g时,有效利用率可达90~95%[1]。
因此,为了提高水泥的强度,水泥的细化成为了水泥企业采取的技术措施之一。提高水泥的比表面积,能够提高水泥的活性,已被大量的研究和实践所证明。为了提高矿渣粉的活性,我国国家标准GB/T18046《用于水泥和混凝土中的粒化高炉矿渣粉》规定:S75的比表面积不小于350m2/kg、S95的比表面积不小于400m2/kg、S105的比表面积不小于450m2/kg。
为了生产高标号水泥,大连华能—小野田的余立中等[2]通过调整选粉机转速、关小袋除尘器风机入口挡板开度以及利用助磨剂等技术手段提高水泥的比表面积,利用普通水泥熟料生产了符合美国标准的高标号水泥,并建立了水泥强度与比表面积的关系:
R1=0.0053S+3.6711(MPa) 相关系数 r2=0.1289
R3=0.0119S-17.3152(MPa) 相关系数 r2=0.1289
R28=0.0080S+24.1691(MPa) 相关系数 r2=0.1289
但水泥强度与水泥比表面积的关系并不十分确定, 在有关基本条件(熟料质量、磨机参数等)不变的情况下,水泥比表面积与水泥强度并不是呈线性正比关系。水泥比表面积较大时,水泥强度具有较高值;水泥比表面积过大,水泥强度反而呈下降趋势; 即使在比表面积相同时,水泥的强度(3d、8d)也不完全一致。因此,水泥企业以直接控制(或增加)比表面积来保障水泥强度的做法并不能完全保证水泥的质量。 因为增加超细颗粒的数额, 极有可能造成严重的过粉碎现象, 反而会使水泥(混凝土)的使用性能下降,而且这必须以加大粉磨消耗为代价, 其结果必然使生产成本上升。由此可见,水泥并非越细越好,比表面积也不是越高越好[3]。
同时,比表面积对早期强度的影响远大于后期强度。这是因为硬化初期的水化物数量主要取决于同拌和水反应的表面积量,随着水化过程的进展,反应速度逐渐下降,因为包围在水泥颗粒周围的水化产物,结构变得密实,阻碍了拌和水的扩散,所以提高粉磨细度对后期强度的影响更有一定局限性,不如对早期强度提高的幅度大。 图1是K.Schweden 1965 年作的试验结果,从图中可以看出,<3µm的细颗粒对早期强度起决定作用,后期强度不高,3~9µm 和9~25µm 的中间颗粒决定水泥的最终强度,>50µm的粗颗粒,几乎没有什么强度[4]。
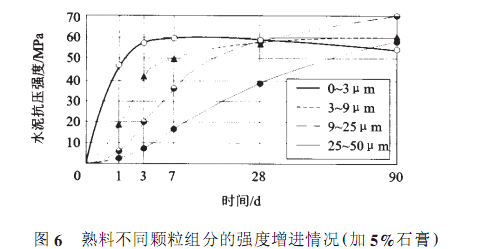
图1 熟料不同颗粒组分的强度增进情况(加5%石膏)
1.2 水泥颗粒分布对水泥性能的影响研究进展
除水泥的比表面积外,水泥的颗粒级配对水泥的水化及强度影响显著[5]:水泥中0~12μm 颗粒,1d水化达78 %,28d趋向100 %; 12~32μm颗粒,7d水化超过 50 %;32~64μm颗粒,28d 水化接近50 %;大于64μm的颗粒,90d后水化达35 %。水泥产品中,0~3μm 颗粒决定1d 强度,3~24μm 颗粒影响28 d强度, 但 3 d后可与0~3μm 颗粒达到同等强度; 24~48μm 颗粒对28 d 强度贡献较小,而90d可与0~3μm颗粒达到同等强度。
闽盘荣等编写的《水泥工艺学》对不同水泥颗粒与水化的关系描写如下:0~10µm,水化最快;3~30µm,是水泥主要的活性部分;>60µm,水化缓慢;>90µm,表面水化,只起微集料作用[1]。
从水泥的水化速率和水化程度角度来讲,对于水泥粉体的最佳颗粒级配及比例, 目前国内外公认的是[6]: 水泥中粒径<3μm的颗粒应该<10%,粒径 3~ 30μm的颗粒应该在 65%以上,粒径>60μm 和<1μm 的颗粒尽量减少(笔者:注意此为纯硅酸盐水泥)。但它的前提条件是水泥的颗粒分布比较窄,分布是连续的,比表面积值在 350~400m2/kg之间。即为了获得高的水泥水化率,进而获得高的水泥强度,水泥颗粒分布的越窄越好。从保证混凝土性能和熟料尽可能完全水化角度确定熟料粒度分布的关键在于,熟料颗粒必须有足够窄的粒度分布,以保证过快水化的粒径<3μm的细颗粒很少,>60μm水化程度很低的粗颗粒也很少[7]。李学勇[8]根据粉体学理论,分析了水泥颗粒形貌、颗粒细度的大小、细粉含量的高低以及水泥颗粒级配对水泥性能的影响,得出混合材料掺量范围为30~35%、比表面积范围为480~520m2/kg、80μm筛余小于1.5%时,水泥的流动度、强度有较大幅度的提高。水泥颗粒分布中32μm以下颗粒占80%以上时,有利于水泥早期和后期强度的发挥。
文献[9]证明了水泥颗粒分布的均匀性对水化过程的影响,并得到当比表面积相同时,水泥颗粒越均匀,则水泥水化越快,水泥浆体的强度也愈高的结论。文献[10]从理论上分析了颗粒级配对水化速度的影响,结果表明,较窄的颗粒分布对应于较快的水化速度。
在水泥生产实践中,为了获得较窄的水泥颗粒分布,赵辉经过研究,建议在确定粉磨工艺系统的选粉设备形式时,应尽量选用选粉效率高的选粉设备[11]。在圈流磨系统中其选粉设备可分为三类: 离心选粉机、旋风选粉机和新型高效选粉机(O-sepa选粉机)。而不同类型选粉机的效率是不同的,在循环负荷相同的条件下,O-sepa选粉机的选粉效率(78%) 高于旋风式选粉机(64%),而旋风式选粉机的选粉效率又高于离心式选粉机( 50%)。同时,选粉效率越高,成品颗粒分布越集中,较粗颗粒(>45μm)与微粉颗粒(<3μm)的含量均较少。
在此理论的指导下,我国的水泥细度呈现逐渐变细、颗粒分布变窄的趋势。对此,各界褒贬不一。多数水泥行业的专家认为这是水泥粉磨技术的进步;但混凝土行业一些专家将近年来混凝土大量出现开裂、耐久性下降的部分原因归咎于水泥比表面积偏高、细度偏细[12、13],从保证混凝土耐久性的角度,建议将水泥比表面积控制在一个很低的水平。在两种意见之间,在混凝土耐久性和水泥足够程度的水化之间, 应该寻求一种平衡。水泥行业则应该寻找既能使水泥有足够程度的水化,又不损害混凝土性能特别是耐久性的技术途径。
形成两种相反观点的原因,一是由于对水泥细度概念的不同理解造成,主要是对水泥颗粒分布以及颗粒组成(笔者:本文不多加论述)对水泥性能的影响理解不够造成。
水泥的细度表征方法包括:筛余、比表面积、颗粒组成。文海初[3]通过采用沉降天平对水泥颗粒进行分析,并与传统的水泥细度检验方法进行了对比,发现传统的细度检验方法的局限性:1)筛析法测水泥细度十分直观,但不能充分说明物料中颗粒物质的性质和几何形状。2)虽然勃式比表面积与水泥强度具有一定的相关性,但不能全面反映水泥颗粒分布的宽窄。
在同样比表面积下,水泥的颗粒会存在不同分布。肖忠明等[14、15]经过数据统计发现,水泥颗粒分布的特征粒径(X′)和均匀性系数(n)的乘机与水泥的比表面积、颗粒分布、水泥性能密切相关。在X′ n参数中,除了X′的影响外,n的影响远远大于X′。即水泥颗粒分布的宽窄决定了水泥的物理性质以及水泥浆体的物理化学性质。
颗粒分布均匀性系数对水泥性能的影响(除去特征粒径的大小对水泥水化率的影响之外),源于均匀性系数对水泥颗粒堆积状态的影响。胡小芳等[16]用分形理论阐述了将水泥颗粒群粒度分布的分形维数作为定量表征其粒度分布宽度的正确性和可行性,测量了16种水泥颗粒群的粒度重量累积分布,在双对数条件下,水泥颗粒群的粒度重量累积含量与粒径之间呈直线关系,表明水泥颗粒群粒度分布结构具有分形特征,其分形维数可以定量表征水泥颗粒群粒度分布宽度;研究了水泥颗粒群粒度分布宽度与其空隙率的关系,结果表明,随着水泥颗粒群粒度分布宽度的增加,其空隙率减小,二者呈负相关。文献[10]从理论上分析了颗粒级配对堆积密度的影响,结果表明,较宽的颗粒分布对应于较大的堆积密度。而胶凝体系的堆积密度将直接影响到其净浆、砂浆和混凝土的流动性以及硬化浆体的孔隙率和孔结构, 从而影响混凝土其他一系列相关性能: 强度、 耐侵蚀性、 抗渗性和抗冻性等[17、18、19] 。水泥与水拌和后,水首先要充满粉体颗粒之间的空隙,并将颗粒润湿包围在其表面形成一层水膜,使颗粒之间容易产生相对滑动,使砂浆有足够的流动性。1985 年德国水泥工业研究所发表的一个试验报告中得出,水泥粉体振实后空隙体积约占整个体积 40 %,占固体体积70 %。若假设水泥颗粒为圆球形,不考虑表面不光滑特性和早期反应活性,根据标准稠度用水量和勃氏比表面积计算颗粒表面的水膜厚度平均为 0. 22μm。试验还得出,一般颗粒越大为获得足够流动性所需的水膜厚度也越大;颗粒分布越窄,在 RRSB 坐标曲线上的均匀性系数 n 值越大所需水膜厚度越大,试验水泥 n值由0.7 增大到1.20,水膜厚度由0. 11μm增大到0.36 μm,用水量相应增大。因此,调整水泥颗粒分布,增加细粉含量,实现最佳堆积密度的观点便日益受到重视,这样便可最大限度地减少颗粒之间的三角空隙区,降低所需水膜厚度,达到降低用水量,提高砂浆流动性,提高混凝土强度和密实性的目的[20]。
水泥凝结时间的长短主要决定于两个因素: 一是水化产物的多少,水化产物越多,越容易形成相互搭接的结构; 二是颗粒之间之空隙,空隙越大,颗粒之间的间距越大,需要更多的水化产物形成相互搭接的结构。当水泥的颗粒分布窄时, 颗粒堆积的空隙率高,标准稠度用水量大,早期生成的水化产物少,水化产物之间的间隔较大,故其凝结时间长。反之,当水泥颗粒分布宽时,颗粒堆积的空隙率低,标准稠度用水量小,早期生成的水化产物多,水化产物之间的间隔较小, 因此凝结时间短[21]。
对于强度的影响,前面已经涉及,即用标准试体作的水泥强度以及混凝土强度都是随着n值的提高,即水泥颗粒分布变窄而提高,但同时也增大了需水量, 所以用固定水灰比作的水泥标准试体强度的提高量明显大于用固定稠度作的砂浆和混凝土试体强度的提高量[4]。
对窄颗粒分布的认识水泥颗粒分布是宽些好还是窄些好,n 值大好还是小好,目前仍有争议,近期水泥专业文献中不断有些不同的看法,简单归纳有以下几方面[20]:
(1) n值小,颗粒分布宽时的曲线更接近最佳堆积密度理想筛析曲线。
(2)在比表面积相同的情况下,宽颗粒分布的水泥早期水化速度稍快一些,窄颗粒分布的水泥后期水化速度快些,28d龄期的水化程度也稍高一些。
(3) n值对水泥标准试体强度影响较大,与混凝土的相关性不好。n值越高水泥标准试体强度越高,但混凝土强度提高很小或没有提高甚至下降,尤其在高水灰比(如 0. 60)混凝土上更是如此。
(4)美国在高C3S含量窄颗粒分布的新型水泥上发现,用这种水泥配制的混凝土用水量大,耐久性差,混凝土自愈合能力和后期强度增进率低。
(5)窄颗粒分布的水泥还要用细粉填充料来调整堆积密度,以保证混凝土的密实性。
(6)在水泥生产的质量控制中完全可以通过水泥细度控制预测水泥和混凝土的主要性能,如标准稠度用水量、混凝土抗压强度和劈裂抗拉强度。RRSB 函数对水泥颗粒分布特征的显示是适用的,主要的控制参数不是单一的 1~2 个值 ,而是勃氏比表面积值、特征粒径 X′和均匀性系数 n 值。另外 4~32μm或 8~16μm 的颗粒部分也有一定影响,它们尤其对强度的影响较大,对这些参数应综合考虑。其它的颗粒分布参数则不太重要。
1.3 水泥最佳颗粒分布的研究进展
对于水泥的最佳颗粒组成,国内外学者进行了大量研究,并给出了建议:如肖忠明等[15]给出的最佳颗粒组成为:x′. n的乘积值在20m左右,此时的水泥比表面积在3670cm2/g左右,相应的颗粒组成约为6m,27%, 12m,42%, 24m,63%;而文献[22]进行了与本文类似的探讨,指出硅酸盐水泥的适宜粒度分布 RRSB 方程的特征粒径为21.4μm, 均匀性系数为1.17。钟伊扬等[23]经过研究,给出了六大通用水泥最佳颗粒级配为: P·Ⅰ和 P·Ⅱ水泥中3~24μm颗粒含量30 %~40 %; P·O 水泥中 3~24μm颗粒含量 35 %~45 %; P·C水泥中3~24μm颗粒含量45 %以上,P·S、P·P、P·F 水泥中3~24μm颗粒含量50 %以上。各种水泥中3~12μm颗粒含量决定水泥 3 d 强度; 16~32μm 颗粒含量愈多,7、28d强度愈高。
乔龄山[20]在其《水泥最佳颗粒分布及其评价方法》一文中介绍了早期和现代对水泥最佳颗粒分布的认识,同时着重介绍了最佳堆积密度的理想筛析曲线—Fuller曲线。Fuller曲线是二十年代初由Fuller和Thompson提出的理想筛析曲线,简称Fuller曲线。其原本是用来计算粗集料的,然而Ulrich Hinze等一些学者指出,Fuller和Thompson所提出的颗粒分布规律,可以用于细粉部分。早期的Fuller曲线没有考虑颗粒形态和表面特性,后来A.Hummel和K.Wesche等学者将其进行修正,引入视集料颗粒形状特性而定的指数,变成下式:
 (1)
(1)
式中:A—筛析通过量,%;
d—各分级筛孔尺寸或分级粒径,mm;
D—混合集料的最大直径,mm;
m—指数,视集料颗粒形状特性而定,砾石类集料取0.4。即
 (2)
(2)
在德国水泥协会发表的专题研究报告中就将上式用作水泥颗粒分布的理想筛析曲线,并依此对水泥、砂浆及混凝土进行评价。用此公式来比较我国水泥发现,我国水泥细粉含量明显偏少,远离Fuller曲线。如以80m作为胶凝材料的最大颗粒(笔者:另一观点为63m),用此公式计算出的紧密堆积颗粒分布见表1。对表1的颗粒分布进行RRB方程计算,得出的特征粒径X′在22m左右,而均匀性系数n仅为0.71。
表1 Fuller公式颗粒组成
筛孔孔径,m | 2 | 4 | 6 | 12 | 24 | 32 | 64 |
颗粒含量,% | 22.87 | 30.17 | 35.5 | 46.8 | 61.8 | 69.3 | 91.5 |
从介绍情况来看,Fuller曲线所给出的颗粒分布在目前应该是最为合理的、能紧密堆积的曲线。但理想是丰满的、现实是骨感的,在水泥生产工艺中实现难度非常大,较为容易的是在混凝土搅拌时掺配不同细度的混合材来弥补。如何在水泥生产工艺上实现或追求颗粒分布Fuller曲线,这应是今后研究的方向之一。
2 水泥工艺、装备对水泥颗粒分布及性能的影响研究进展
随着研究的深入和技术的发展,新的水泥粉磨技术和装备在水泥粉磨中不断投入使用,目前国内外水泥粉磨通常采用的装备和工艺系统有四类:开流高细磨、球磨机+高效选粉机圈流系统、辊压机+球磨机+高效选粉机等组成的联合粉磨系统、无球磨机的终粉磨系统(辊压机终粉磨系统、筒辊磨终粉磨系统、立磨终粉磨系统)。
随着水泥粉磨装备、工艺的进步,提高了水泥的粉磨效率,但同时也带来了水泥颗粒分布的更窄化以及水泥需水量的提高。
乔岭山[20]指出,开路和一般闭路系统球磨机磨制的水泥颗粒分布在 RRSB 函数图上为一直线,n 值一般为0.95~1.05。立磨和辊压机磨制的水泥不是一条完全的直线,与 RRSB 函数的对应关系不如球磨机准确,颗粒分布更窄,n值多在1.10 以上。同时,文献[20]给出了我国不同工艺磨制水泥的颗粒分布与德、法水泥以及Fuller公式的比较,结果是我国水泥的颗粒分布远离Fuller公式。
对于不同装备和工艺对水泥颗粒参数的影响,王昕等[24]进行了系统的研究,包括颗粒形貌、颗粒分布等。研究结果表明,我国不同粉磨工艺下水泥颗粒形貌、颗粒分布存在较大差别。在颗粒组成分布上,开路磨磨制水泥的颗粒分布最宽,闭路磨次之,带棍压机预粉磨的最窄。从小于3um的颗粒含量上,开路磨的最多,其他的相差不多。而在水泥颗粒的圆形度上,一般开路磨的最次,高细开路磨的最好,循环闭路系统的相差无几。王爱琴、任小良[25]对本企业不同粉磨工艺水泥的颗粒级配进行了测试分析,证明开路粉磨的水泥颗粒分布远远宽于闭路粉磨的水泥颗粒分布。
陈云波等[26]研究了用不同的粉磨分式制备水泥的强度性能和颗粒组成。熟料和石膏分别经过领式破碎机破碎至全部通过3.2mm方孔筛。水泥的S03含量控制为2.5%。所用试验磨机分别是TRW3600试验立磨, φ305X305标准试验球磨, XZM100 振动磨样机, XPF一φ105B协盘式粉碎机。立磨水泥细度由选粉机调节, 球磨和振动磨水泥细度由粉磨时间控制,由于盘磨无法调节产品细度,因此只制成一种细度的盘磨水泥。结果表明,相同比表面积时,立磨水泥的颗粒分布最为集中,其次是振动磨水泥,再其次是球磨水泥,盘磨水泥颗粒分布最宽。而对强度贡献最大的3~30um级配范围内的颗粒, 立磨水泥含量最高, 球磨水泥次之, 振动磨水泥第三, 盘磨水泥最小, 这种排列顺序正好与水泥的强度高低相对应。
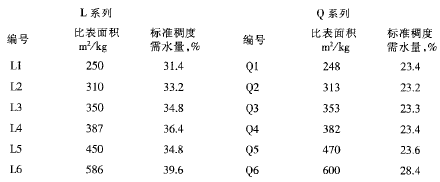
文献[27]对Horomill筒棍磨和球磨的水泥颗粒分布进行了分析,结果表明Horomill终粉磨系统所生产的水泥颗粒分布与球磨机生产的水泥颗粒分布范围虽然相似, 但分布更趋于集中, 水泥中0~3um颗粒占12.49%, 3~30um颗粒占68.29%接近70%, 水泥颗粒中的大于65um颗粒仅占0.27%, 而大于80um颗粒则没有。而水泥的性能表现和水泥粉磨的装备、技术密不可分,或基本取决于水泥粉磨的装备、技术。各种水泥粉磨技术和工艺对水泥参数以及水泥性能的影响见表2[27、28、29、30、31]、表3[27]、表4[28]、表5[31](其中的L系列为立磨制水泥,Q系列为球磨制水泥)。
表2 各种水泥粉磨技术和工艺对水泥参数以及水泥性能的影响[27、28、29、30、31]
粉磨系统 | 水泥颗粒分布范围 | 水泥需水性 |
开路粉磨系统 | 宽 | 相对小 |
闭路粉磨系统 | 相对窄 | 相对大 |
棍压机/立磨—球磨 联合粉磨系统 | 窄 | 大 |
棍压机终粉磨系统 | 窄 | 大 |
立磨终粉磨系统 | 窄 | 大 |
筒棍磨终粉磨系统 | 窄 | 大 |
表3 辊压机、立磨的水泥终粉磨与球磨机水泥终粉磨的比较[27]
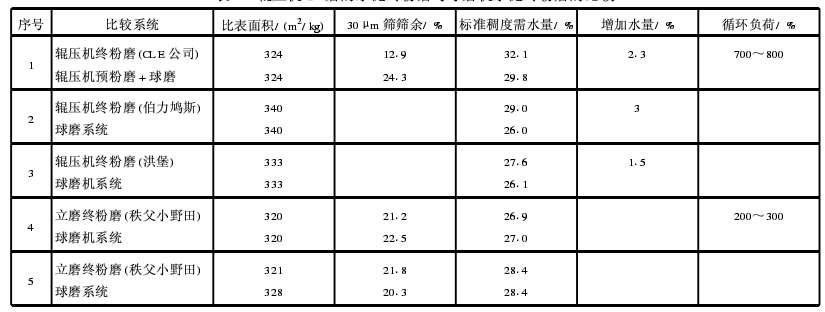
表4 Horomill与球磨机终粉磨水泥性能比较[28]
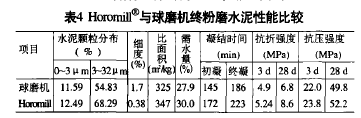
表5 L系列和Q系列水泥的标准稠度需水量[31]
从上面的研究结果看出,由于各种闭路粉磨系统的应用,水泥颗粒分布向窄的方向发展,在水泥性能上的突出变化就是水泥需水量增大、早期强度发展迅速,从而造成水泥的收缩增大、早期水化热集中等一系列使用和耐久性问题。
3 水泥颗粒分布优化措施研究进展
在人们认识到水泥的颗粒分布对水泥性能的影响后,进行了许多研究和实践,来优化水泥的颗粒组成。
1、鉴于水泥的窄颗粒分布对水泥的强度有利,赵辉根据选粉机选分效率对水泥颗粒分布的影响,建议在确定粉磨工艺系统的选粉设备形式时,应尽量选用选粉效率高的选粉设备[11]。不同型式选粉机生产的水泥均匀性系数 n值不同。据资料介绍,离心式选粉机 n = 1.0~1.2 ;旋风式选粉机 n = 1.05~1.3 ;O-sepa 选粉机 n = 1.1~1.5。选粉效率越高,水泥n值越大,水泥颗粒分布越集中,大于48μm粗颗粒与小于3μm 微颗粒含量均越少,从而优化水泥性能(笔者:这种优化仅是从提高水泥强度出发,而没有考虑水泥其他的性能优化)。
2、改造磨机内部结构
磨机的内部结构的主要参数为仓长比,目前两仓长度比例有 1: 2的,也有接近 1: 1 的。1: 2 的比例为正常范围。若超出此范围的仓长比应进行适当的改造,以使获得一、二仓合理的筛分曲线,优化颗粒分布,提高磨机的产量[32](笔者:延长物料停留时间,增加研磨效果)。
3、调整磨内研磨体级配
对于开流长磨,磨内物料的有效粉磨时间较长,粉磨功能明确,若预破碎好,研磨体级配合理,细磨仓采用小钢球。其粉磨效率则可大大提高。而对开流粉磨一般首选钢锻[21](笔者:也适用于辊压机+球磨机系统)。
4、 熟料与混合材共同粉磨
在熟料中加入一些易磨性好的混合材如石灰石、粉煤灰等共同粉磨,利用选择性粉磨机理,可提供更多的<3μm颗粒,从而优化水泥的颗粒级配[32、33]。
5 熟料与混合材分别粉磨
对于比熟料难粉磨的混合材宜采用分别粉磨然后混合的方法,也同样可达到所优化的颗粒级配[32、33]。
因为准确地说,损害水泥、混凝土性能的主要是熟料的细颗粒,而不是混合材料的,应该将水泥的粒度分布与熟料的粒度分布进行区分(笔者:即颗粒组成)。在水泥中,熟料颗粒最好大于3μm、小于45μm以最大限度地发挥其活性,使其得到充分水化;混合材料应该比熟料显著含有更多的细颗粒和粗颗粒,拓宽水泥的颗粒分布,实现水泥颗粒的紧密堆积。
目前,矿粉、超细粉煤灰生产线大量存在,为水泥、混凝土生产提供微细粉。水泥、混凝土中微细粉的利用,就是利用了微细粉的填充作用,使水泥颗粒的堆积程度更加紧密[34、35]。因为根据Aim和Goff模型,含有混合材的水泥可以认为是一个二元系统,有一个最大堆积密度。潘钢华等[36]根据此模型计算出水泥单一体系的堆积密度为0.55,而填加超细粉煤灰后最大堆积密度可以达到0.65,采用硅灰的最大堆积密度可以达到0.78。但采用分别粉磨工艺、通过磨细混合材料来改善水泥胶凝材料的颗粒分布,存在如下限制[7]:1、混合材料的细度限制。虽然分别粉磨明显增加了水泥中的细粉含量,但距离 Fuller 曲线的要求仍有一定差距。从水泥实际生产角度考虑, 这一差距难以完全消失; 从水泥、混凝土性能角度考虑,也难以完全消失。2、设备能力的限制。依靠目前常用的粉磨设备,很难得到大量粒径<0.1μm的混合材料颗粒,一些特殊粉磨设备可以制造粒径<0.1μm的粉体,但其电力消耗难以接受。虽然理论上混合材料的粒径为熟料粒径的 0.414倍,可以最大限度地增加水泥的堆积密度,但在能源消耗和成本可以接受的范围,混合材料的粉磨细度只能做到明显细于熟料,而难以使混合后的水泥粒度分布满足Fuller 曲线的要求。3、水泥混凝土性能要求的限制。胶凝材料中含有过多的微细颗粒,即使这些颗粒是化学反应能力较弱的混合材料,也会加大水泥、混凝土的收缩,增加开裂的危险。虽然将矿渣粉磨至大量含有粒径<5μm颗粒的程度,可以充分发挥其填充效应,同时提高其早期水化速率和水化程度。但是,混凝土中加入一定数量比表面积约 450m2/kg的矿渣粉即会增加混凝土的收缩,并且矿渣粉比表面积越高,其收缩越大。从防止混凝土收缩开裂的角度,矿渣粉的粒径有一个低限。
而从混凝土性能角度考虑,一定数量的粗熟料颗粒或混合材颗粒可以使其具有持续水化的能力,能够保证足够的后期强度发展,并使混凝土早期的裂纹具有“自愈合”能力[7]。对于如何彻底解决此问题,Professor Hiroshi Uchikawa[37]在其《Management strategy in cement technology for the next century》一文中介绍了一种用于混凝土的高强水泥的生产方法,既在考虑水泥水化过程中物理性能变化的前提下,求出颗粒粗大化的极限及在规定的范围内比表面积最小、填充最紧密的组合,从而生产颗粒级配符合这些条件的水泥。试验研究结果见图2、图3、图4和表6。这为我国现有闭路循环粉磨系统的技术提升指明了方向,既以微粉填充效应和微集料效应为理论基础,通过工艺的变革以实现水泥中微粉和粗粉含量的同时增加,改变水泥的颗粒分布,使其堆积紧密化,提高水泥的使用性能和力学性能,实现水泥的低能耗制备与高效应用。
表6 用于高强混凝土的水泥性能[37]
W/C | Unit amount (kg/m3) | Admixture2 (%/cement) | Air (%) | Slump (cm) | Slump flow (cm)3 | Compressive strength (MPa) | T4 (C) |
W C S G1 | 3day 7day 28day 91day | ||||||
0.20 | 110 550 825 1084 | 2.0 | 1.8 | 26.5 | 63 | 58 72 96 114 | 38 |
注:1 粗骨料最大尺寸12mm 2 用聚羧酸基外加剂 3 坍落度和坍落流动度用全尺寸测定 4 混凝土绝热温升
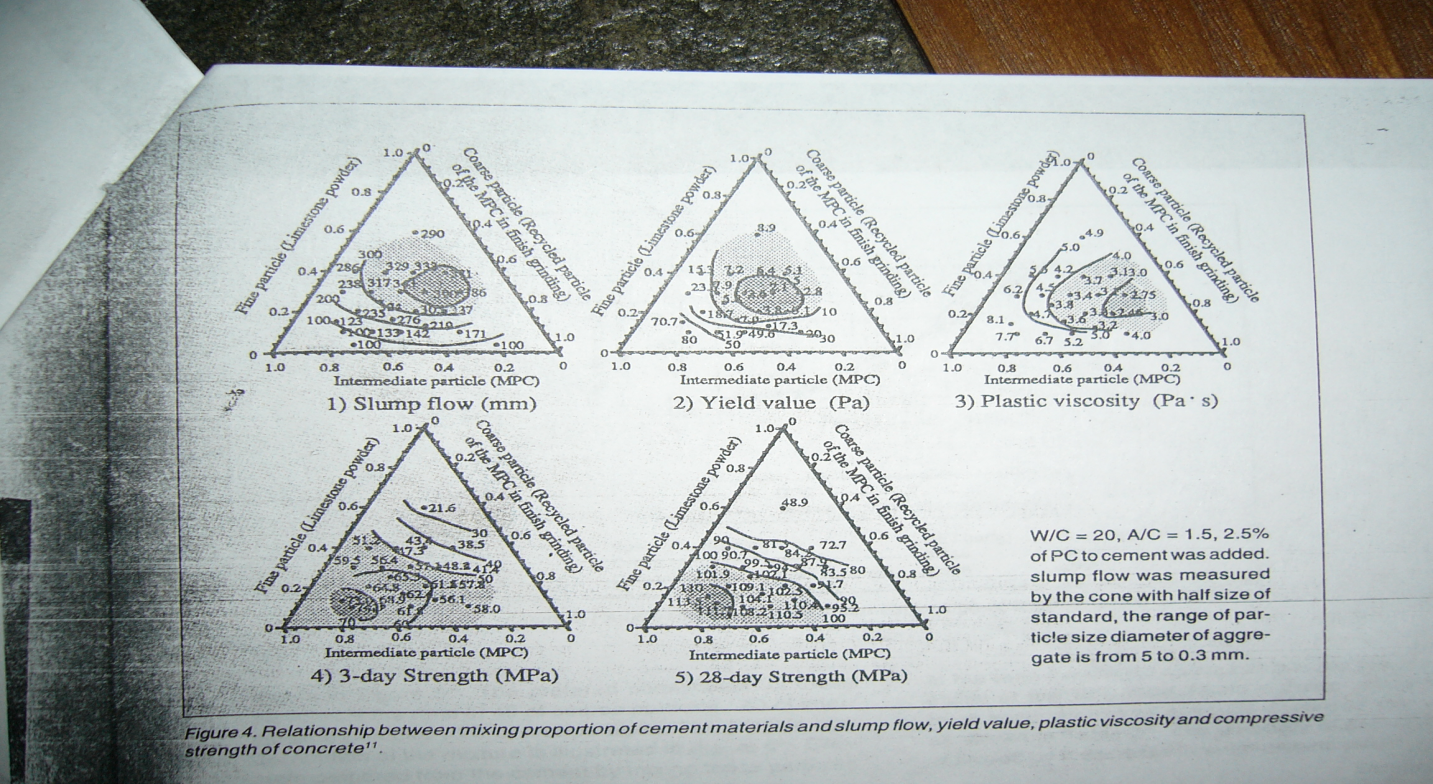
图2 水泥材料的配合比和坍落度、屈服值、塑性黏度、混凝土抗压强度间的关系[37]

图3 用于配置高强水泥的材料颗粒组成[37]
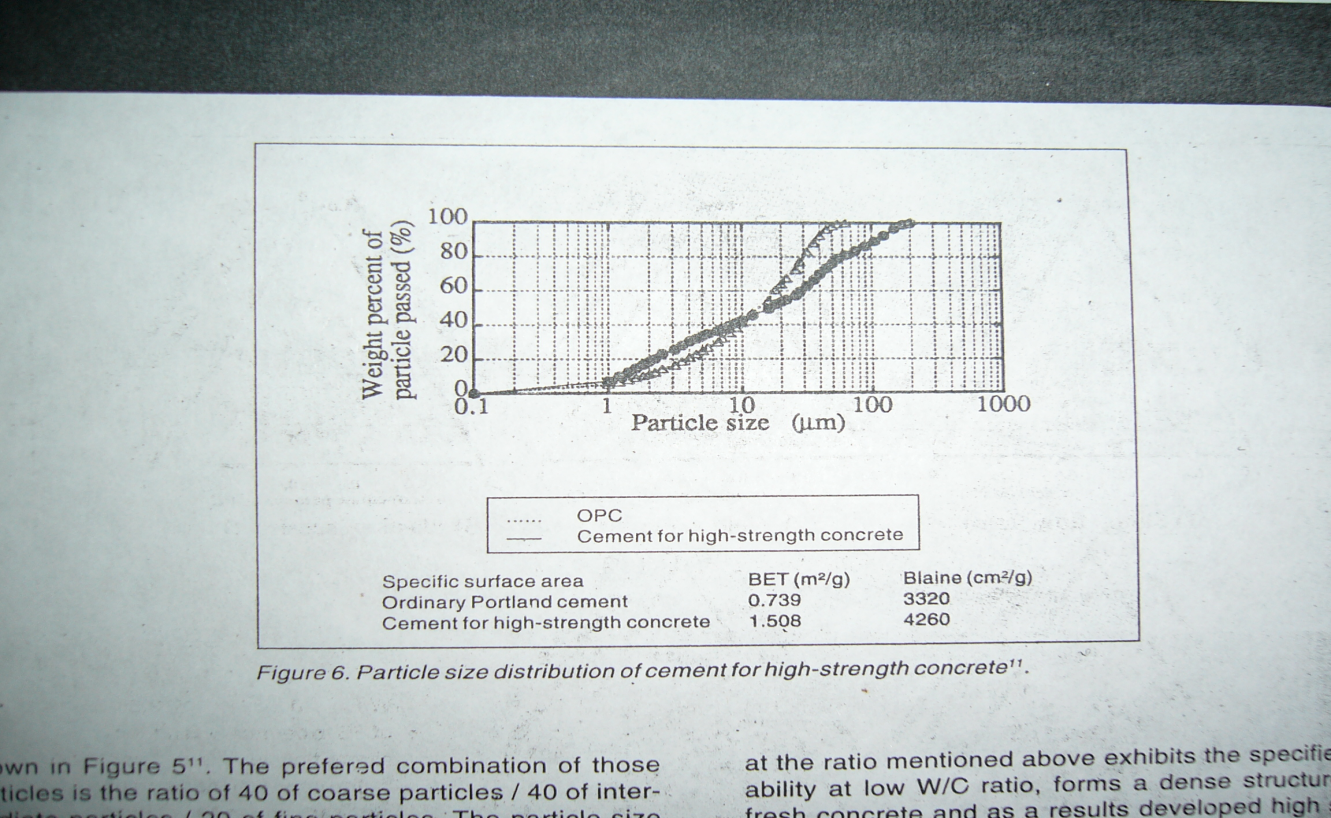
图4 用于高强混凝土水泥的颗粒级配[37]
4 结语
在探讨问题前,首先我们应明确“水泥是用来使用” 的观点,脱离此前提任何讨论都没有意义。
在当今混凝土技术下,水泥强度已不是混凝土界所关注的焦点,而是水泥业界关注的焦点以追求利润最大化,利用32.5等级水泥照样可以配制C60以上混凝土。因此我们应思考在当今混凝土技术下如何生产出“好用的水泥”,以满足当今混凝土技术的需求。
当今混凝土技术的突出特点就是“低水胶比”、“高流动性”,因此生产低标准稠度用水量、高流动性水泥应是水泥业界追求的目标,而不是强度(当然强度要求符合标准规定)。在原材料固定的前提下,控制适中的比表面积、较宽的水泥颗粒分布是降低标准稠度用水量、提高流动性的技术途径之一(另一个技术途径为水泥颗粒球形化),而要优化水泥的颗粒分布即需要一定量的微细粉也需要一定量的粗颗粒为微细粉的填充提供条件。
对现有的粉磨装备和工艺而言,通过某些技术调整(如入磨粒径、仓长比、球配、混合材搭配、循环负荷)可以实现水泥颗粒分布的优化进而改善水泥性能。而水泥粉磨装备和技术的进步为我们调控水泥性能提供了更大的空间,水泥粉磨装备和技术的进步应服务于水泥性能而不是水泥性能让步于水泥粉磨装备和技术的进步。
参考文献
1、 沈威、黄文熙、闵盘荣,水泥工艺学,中国建筑工业出版社
2、 余立中、时云山、赵广新、惠军,提高比表面积生产高标号水泥[J],水泥工程,2001.No.2:26-27
3、 文海初,水泥颗粒分析理论在水泥磨中的应用分析[J],山东建材,2004年第25 卷第2期
4、 乔龄山,水泥颗粒分布对水泥强度的影响[J],水泥. 2004.No.1,1-6
5、 Roland Hüttl. Hochleistungsbeton-Beispiel S. urerestenz[J] . BFT ,2000 , (1) :52-60
6、 S .Tsivilis,G. Kakali,E .Chaniotakis,etal. A sutdy on the hydration of Portland limestone cement by means of TGA[J]. Journal of Therma- Anallysis,1998,52:863- 870
7、 张大康,水泥分组分最佳粒度分布探讨[J],水泥,2008.No.6:24-28
8、 李学勇,水泥颗粒形貌级配在生产中的应用研究[D],武汉理工大学,2003年
9、 许仲梓,颗粒分布对水泥水化速度的影响的理论探讨[J],硅酸盐学报,1986,14(3):47- 54
10、 Aiqin Wang, Chengzhi Zhang, Ningsheng Zhang.Study of the influence of the particle size distribution on the properties of cement [J].Cement and Concrete Research,1997,27(5):684- 695
11、赵辉,水泥颗粒组成对水泥性能影响及采取的技术措施[J],水泥技术, 2002( 6)
12、 黄士元,高性能混凝土发展的回顾与思考[J],混凝土,2003,(7):1- 9
13、 廉惠珍,水泥标准修订后对混凝土质量的影响[J],建筑技术,2002,33(1):8- 11
14、 Xiao Zhongming,Zhang Datong,New Interpretion on The Physical Meaning of Characteristic Diameter and Uniformity Coefficient in RRB Relationship[J],Proceedings of 4th Beijing International Congress on Cement and Concrete[M],Vol.1,320~323
15、 肖忠明、王昕,研究水泥颗粒组成与性能的新方法—兼论水泥的最佳颗粒组成[J],水泥,2000. 4
16、 胡小芳、林丽莹、吴成宝,水泥颗粒群粒度分布宽度的表征及其应用研究[J],硅酸盐通报,Vol.26No.5:998-1002
17、Lange F,Mrtel H,Rudert V, Dense packing of cement pastes and resulting consequences on mortar properties [J],C.C.R.,1997,27(10):1481- 1488
18、 Lange F. Gefü geruntersuchungen und eigenschaften vonHü ttensand enthaltenden zement[J].Glass and Ceramic,1996,26(6):1 324-1 331.
19、 Olorunsogo F T. Particle size distribution of GGBS and bleeding
characteristics of slag cement mortars[J].C.C.R., 1998,28(6):907- 917.]
20、乔龄山, 水泥最佳颗粒分布及其分析[J],水泥,2001年第8期
21、 黄其秀、曹爱红,水泥颗粒形貌和分布对水泥与混凝土性能的影响[J],水泥技术,2007/5:31-33
22、 赵东镐,适于配制高性能混凝土的硅酸盐水泥及其胶凝材料的最佳颗粒级配[J],水泥,2007,(3):1- 5
23、 钟伊扬、苏婵、李健生,水泥颗粒状态对水泥强度的影响及措施[J] ,,河南建材,2004,(1):13-14
24、 王昕等,我国回转窑水泥不同粉磨工艺颗粒形貌剖析[J],水泥,2002年第2期
25、 王爱琴、任小良,不同粉磨工艺水泥颗粒级配的研究及评价水泥[J],2003 No.3
26、 陈云波、徐培涛、韩仲琦、马振爽,粉磨方法和粉磨细度对水泥强度的影响[J],硅酸盐学报,增刊,2002年10月
27、 韩仲琦,现代水泥粉磨技术的发展[J],山西建材,3/2000]
28、 姜振玉、何冬梅、袁明媚,Horomill®与球磨机终粉磨水泥性能的比较[J],新世犯水泥导报,2005年第4期
29、 包玮、王学敏、张永龙,HFCG棍压机及挤压粉磨技术的进展与实践[J],中国水泥,2003年1月号
30、 吕民,辊压机终粉磨水泥性能的研究[J],新世纪水泥导教,2005年第5期
31、 陈云波、徐培涛,降低立磨水泥需水量的试验研究[J],水泥工程,2003年第1期
32、 赵介山等,实施新标准后立窑水泥厂的技术对策[J],水泥, 2000,( 6) : 39- 43
33、 胡如进、李琳、王善拔,水泥颗粒级配的优化[J],水泥,2005( 8) : 14- 17
34、 冯乃谦,高性能混凝土的结构、性能与粉体效应[J],混凝土与水泥制品,1996(2):6-13 12
35、 杨嘉震,超微粒子掺和料在水泥混凝土中的应用[J],硅酸盐建筑制品,1990(2):24-30
36、潘钢华等,活性混合材掺量的理论计算方法与分析[J],工业建筑,1997年第27卷第9期
37、Hiroshi Uchikawa, Management strategy in cement technology for the next century[J],World Cement,September1994

 打印本文
打印本文 关闭窗口
关闭窗口