德国普茨迈斯特(PM)公司水泥窑废弃物处置技术和装备介绍
水泥窑废弃物处置技术和装备介绍
1 概述
1.1 国内固体废弃物现状
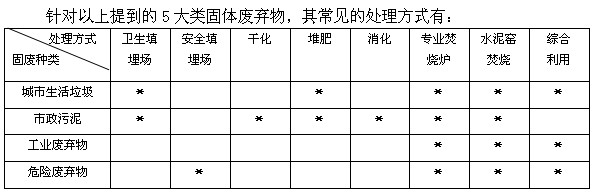
伴随着国内经济持续快速发展和城市化进程的逐步加快,城市生活垃圾、市政污泥、医疗垃圾、工业废弃物以及危险废弃物的处置问题日益突出。“垃圾围城”、“填埋场拒收市政污泥”、“工业废弃物堆积成山”、“危险废弃物随意丢弃”的报道屡见不鲜。
相对于水处理和大气污染控制,我国的固体废弃物处理虽起步较晚,但近年来由于国家环保力度的加大,社会各界的环境意识逐步提升,国外先进固体废弃物处理技术不断被引进、消化、吸收和创新,新工艺和新技术不断涌现,固体废物处理从最初的一片空白发展到现在的百家争鸣。
利用水泥回转窑对废弃物进行最终处置或者综合利用,近十年在国内均处于摸索阶段,不仅水泥企业对这一领域非常关注,传统的环保行业(污水处理、垃圾处理)、各大设计院和科研单位以及石化、电子、冶金等大规模产废单位都逐渐开始参与其中。
利用水泥回转窑对废弃物进行最终处置,从技术上和经济上都具备其他处理方式无法比拟的优势:
与其他的焚烧方式相比较,水泥回转窑的技术优势体现在:
◇ 温度更高 —— 物料最高1450℃,气体最高1750℃
◇ 停留时间更长 —— 气体(>1100℃)的通过时间>4秒
◇ 惯量大,工况稳定
◇ 高温气体湍流强烈
◇ 窑系统始终为碱性气氛
◇ 窑系统负压状态
◇ 重金属离子固定在熟料晶格中,无法逸出
◇ 无残渣,不产生二次污染
◇ 烟气中二口恶英和呋喃生成几率非常低
水泥企业在正常生产的同时,开展各类废弃物处理工作,在承担起社会责任的同时,能实现非常可观的经济效益和环境效益。
同样,水泥企业使用替代原、燃料,其经济性也不言而喻,为企业节省的生产成本显而易见,这样的例证已屡见不鲜。
1.2废弃物接收、暂存、预处理和输送系统的特性和要求
废弃物由于其自身特性,以及处理方式的不同,在处理系统中,对废弃物的接收、暂存、预处理和输送环节的要求相对较高并且不尽相同。
其接收、暂存和输送系统的最基本原则应该是:安全、稳定、连续运行,对
废弃物特性变化的适应能力强,不与人体直接接触、不对环境造成二次污染。
20世纪90年代初至今,德国普茨迈斯特公司(Putzmeister)已为全球的
水泥企业提供了大量的废料接收、暂存、预处理和输送系统及其中的主要设备,并且在上述的各种处理工艺中都有实际应用的业绩。
1.3 普茨迈斯特公司简介
普茨迈斯特(Putzmeister,以下简称PM)公司成立于 1958年,总部位于德国斯图加特附近的Aichtal。公司始建时主要生产液压柱塞式沙浆泵和混凝土输送泵。如今,其生产的液压柱塞泵已广泛应用于建筑、隧道施工、矿冶、化工、电厂、环保和水泥等行业,主要用于输送高含固率、高黏度、高磨蚀性、成分复杂的浆状或泥状物料。迄今为止,PM公司已在全球11个国家拥有18个子公司或代表处,雇员约3200人,2008年PM公司全球的营业额达到了12亿欧元。
2 PM废料接收和输送系统的组成和特点
根据废弃物的性状,PM的接收和输送系统可分为两类系统。
A.泥/浆渣状废料的接收和输送系统
B.固体废物(生活垃圾、工业废弃物和危险废弃物)的预处理和输送系统
2.1泥/浆渣状废料的接收和输送系统
 2.1.1 系统组成和描述
2.1.1 系统组成和描述
该系统主要由接收、分拣(分离)、输送、储存和泵送输送部分组成。
卡车运来的浆状或泥状的废料被倒入接收仓中,磁力分捡设备把其中的金属废料分捡出来。通过分捡后的废浆进行重力浓缩,浓缩产生的淤泥通过PM的KOS泵输送进储存料仓,上部较稀的液体可与送来的其它稀废浆用离心脱水机进行脱水,产生的脱水泥饼也通过PM的KOS泵输送进储存料仓。储存料仓可起到缓冲的作用,以保证输送系统的连续运行。最后安装在储存料仓底部的KOS泵将废泥直接送入转窑。由于泵的排量无级可调,用户可根据转窑内的温度情况随时控制废料的输送量。对于固体废料,用户可用抓斗直接进行输送。
2.1.2 系统特点
独特的废料输送泵:系统采用了PM KOS泵来作为废料的输送和输送设备。这种KOS采用了没有阀体的特殊设计,两个输送缸的切换是通过S管的摆动来实现,因此即使泥状废料中含有大的颗粒,只要不大于输送缸径的三分之二,都可以顺利泵送。同时KOS泵采用了液压驱动,最大可达到120bar的输送压力,因此即使废料的含固率很高,黏度很大,也没有任何问题。此外KOS泵的移动(磨损)部件极少,而且主要磨损件采用了双层镀铬,具有很强的抗腐蚀性和耐磨性,因此大大降低了泵的维护费用。
独特的接收和储存料仓:PM公司的料仓采用有限元分析法设计,受力情况好。料仓底部的液压驱动的特殊破拱滑架,可防止废料在仓内架桥。滑架下方配有双螺旋卸料机,可有效把废料从仓内挤入到输送泵中。料仓内装有超声波料位计,可连续输出料位信号。
由于废料采用管道泵送方式,极大地方便和简化了现场布置。同时料仓和管道的密封性使厂区清洁无臭气。
2.1.3已成功运行并处理过的泥/浆状废料
市政/工业污水处理厂的脱水污泥、工业废油和油泥、废弃硅/橡胶、漆泥、废纸泥、厨余垃圾、屠宰废料和清淤淤泥等,均可以经PM系统管道输送到水泥厂作为替代燃料。
黏土(建筑施工)、陶瓷泥、赤泥、煤矸石、尾矿和粉煤灰等可使用PM系统为水泥厂提供替代原料。
2.2 SMP系统-(工业废弃物和危险废弃物)的预处理和输送系统
 2.2.1 系统组成和描述
2.2.1 系统组成和描述
该系统主要由进料、破碎、搅拌和泵送部分组成。其中破碎(S)、搅拌(M)和泵送(P)最为关键,所以该系统也简称SMP系统。
桶装的、固体散装的和其他形式包装的有害废料被全部投入破碎机进行破碎,破碎后的物料在搅拌机中与加入的废油进行搅拌,最后通过PM特殊的EKO泵直接送入转窑焚烧。
2.2.2 系统特点
破碎:通过剪切、撕裂和挤压等来减小物料尺寸达到破碎的要求。根据实际破碎效果,可采用单轴、双轴、三轴或四轴。由于这种破碎机的设计很特殊,有害废料及其包装,如铁皮或铅皮桶、塑料桶、玻璃罐和陶瓷容器等,都可被直接放入破碎机并进行破碎。破碎后的最大颗粒约为250mmx60mm。
搅拌:连续轴流式搅拌,如右图。破碎后的废料和废油从搅拌腔的左上部进入,经搅拌浆叶搅拌后,从右下方挤出。
泵送:相对于破碎机和搅拌机,PM EKO泵送系统的设计最为特别。泵进口上部装有两个锤型砸料器,一个负责把泵斗里的粗大物料砸碎,一个负责把物料砸进泵腔中。金属冠状头的柱塞把物料直接推入管道中,泵出口的液压闸板阀可切断任何将未进入管道的物料,以保证下一个泵送冲程的顺利进行。由于砸料器的最大冲击力为80 吨,泵的进料口为760x360 mm,活塞缸径为350 mm,所以即使有大块未被破碎的物料进入料斗中,也能被顺利地泵送。
同样由于废料采用管道泵送方式,极大地方便和简化了现场布置。管道的密封性使危险废物与环境完全隔绝,氮气充填技术大大提高了操作的安全性。该套系统真正实现全自动控制、稳定运行、免维护,单线最大年处理能力为8.5万吨左右。
3 PM系统在水泥企业对泥/浆渣状废弃物的处理和综合利用领域的实际应用
PM公司的这种系统在全球已经有几十个工程实例,这些实例根据工艺流程的细小差异可分为四种形式。
3.1 第一类实例:直接泵送形式

多种泥状废料由铲车或抓斗装入KOS泵的料斗中,然后由KOS泵直接送入转窑中。由于废料中有时带有较大的固体颗粒,所以在泵送管道上安装了捕捉器。同时,为了减低管道压力损失,减小电能消耗,PM公司还在输送管道上配备了一套注膜润滑减压系统BLI。这种减压系统的原理是,通过环型喷嘴注入水或有机物在管道内壁形成一层润滑膜,从而减小管壁与物料的摩擦。实际运行表明,减压效果能达到20-80%。
系统特点:
优点:系统最简单,投资最少。可以混合处理多种泥状废料。
缺点:自动化程度低,系统的连续性和稳定性稍差。
3.2 第二类实例:料仓直接接收+泵送形式
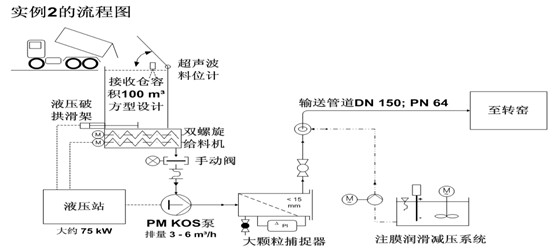
卡车直接将泥状废料倒入PM的接收料仓中,料仓底部的卸料装置再将废料挤入KOS泵中,然后直接泵入转窑中。同样PM公司在泵送管道上安装了除杂装置和管道注膜润滑减压系统。
系统特点:
优点:系统较简单,投资较少。接收料仓可起到一定的缓冲作用。
缺点:不能充分混合多种废料。
3.3 第三类实例:混合后料仓接收+泵送形式
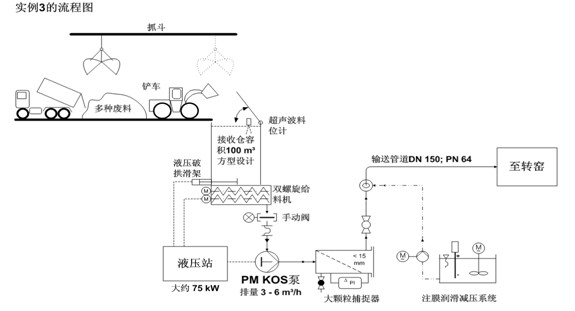
多种泥状废料由铲车或抓斗进行混合后被倒入PM的接收料仓中,料仓底部的卸料装置再将废料挤入KOS泵中,然后直接泵入转窑中。用户也选择了PM公司的大颗粒捕捉器和注膜润滑减压系统BLI安装在泵送管道上。
系统特点:
优点:系统较简单,投资较少。可以混合处理多种泥状废料。
缺点:接收料仓的缓冲容量有限,难以保证24小时连续运行。
3.4 第四类实例:接收料仓+储存料仓+泵送形式
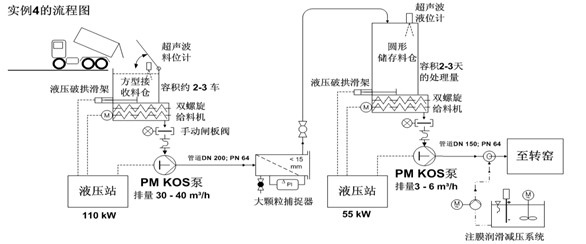
多种泥状废料(也可用铲车或抓斗进行混合)先被倒入PM的接收料仓中,装在接收料仓底部的KOS泵再把废料送入一个较大的缓冲储存料仓中,最后由安装在储存料仓底部的KOS泵直接泵入转窑中。同样PM公司的大颗粒捕捉器和注膜润滑减压系统也十分有必要。
系统特点:
优点:系统完善,废料的接收(混合)和储存区域完全分开,厂区内干净、整洁,没有异味。同时由于大容量缓冲仓的存在,可保证系统24小时连续运行。
缺点:相对于前三种投资稍大。
4 PM系统应用在工业废弃物、危险废物处理领域-SMP系统
该系统的流程图和工艺描述如本文2.1.1中所述。典型实例有德国柏林的Schöneiche危险废物处理中心和法国的PEC Tredi危险废物处理中心。
该SMP系统的最大优点是极高的安全性,在整个制备和输送过程中,有害废料都是处于完全封闭隔绝的状态,另外,SMP系统全过程实现自动控制,方便调整工艺状况,且不会对环境和操作人员造成任何的污染和危害。目前该系统已成功应用于世界各地的危险废弃物处理中心和水泥企业。
5 结论
根据已有用户的实际使用情况证明,在水泥企业焚烧处置工业废弃物、危险废弃物、市政污泥和生活垃圾,以及替代原、燃料的使用领域,用PM特殊设计的系统来对废弃物和替代原、燃料进行接收、储存、输送以及预处理,是一种切实可行的技术。德国普茨迈斯特公司的系统、产品、技术和经验能为水泥企业解决一些具体的问题。
目前,德国PM公司的技术和装备已经成功应用于国内的多家水泥企业,例如广州越堡水泥有限公司、拉法基重庆南山工厂以及华新(宜昌)水泥有限公司等,该公司产品的可靠性,技术和服务均获得了用户的一致认可。


 打印本文
打印本文 关闭窗口
关闭窗口